TOYO-SUNžS«a£pē║ķy,TOYO-SUNžS«aØÖ╗¼ė═▒├,TOYO-SUNžS«a¤ßĮ╗ōQÖC,TOYO-SUNžS«a┐žųŲŽĄĮy
TOYO-SUNžS«aÖCąĄųĻ╩ĮĢ■╔ń ūį1978─Ļäō┴óęįüĒŻ¼ęį╣Ø─▄ū„×ķ─┐ś╦Ż¼│²═©▀^ī”├Į¾wĄ─ē║┴”Īó┴„┴┐ĪóĘĮŽ“Ą╚ĘĮ├µĄ─┐žųŲüĒ┐žųŲÖCąĄĄ─▀\äė═ŌŻ¼▀ĆÅ─╩┬¤ßĮ╗ōQĪóØÖ╗¼Īó╗ņ║ŽĪóŪÕŽ┤╝░Ųõ╦³┼c┤╦ėąĻPĄ─Ė„ĘN┐žųŲįOéõĄ─ųŲįņĪó┐žųŲŽĄĮyĄ─įOėŗ║═ķ_░lĪŻ ─┐Ū░ų„ę¬į┌õōĶF║═ėą╔½Įī┘└õ¤ß▄łÖCĄ─┐žųŲĘĮ├µėąųTČÓĄ─īŹ┐āŻ¼┴Ē═ŌėąįSČÓ┼c╚š▒Šć°ā╚╣ŪĖ╔Ų¾śI╣▓═¼ķ_░lĄ─īŻ└¹ĪŻ ╗∙ė┌╚š▒Šć°ā╚ų▒Įė╗“ķgĮėĄžŽ“üåų▐Īó▒▒├└╝░ÜWų▐Ą╚ĄžĄ─│÷┐┌Ż¼═¼▀@ą®ć°╝ęĄ─║Žū„ĻPŽĄĄ├ĄĮ┴╦ķLūŃ░lš╣ĪŻĮ±║¾į┌▀@ą®╝╝ągĄ─╗∙ĄA╔ŽŻ¼┼¼┴”ķ_░lą┬Ą─Ė▀┐Ų╝╝ĒŚ─┐ĪŻ
ų„ꬫaŲĘĮķĮB ╔½ż╬ĖČżżżŲżżżļÖ┌ż╬čuŲĘż¼ż┤ėEżżż┐ż└ż▒ż▐ż╣ 1. Ė╔ė═ØÖ╗¼▄łųŲŽĄĮy 2. ╚ķ╗»ę║ģ^ė“┐žųŲŽĄĮy(ė├ė┌└õ▄łŻ¼¤ß▄ł) 3. ė═ØÖ╗¼▄łųŲ╣ż╦ć 4. │²╦«├▄ĘŌčbų├ 5. ØŌČ╚Īó╗ņ║Ž│╠Č╚£yČ©╣żŠ▀ 6. ė├ė┌╦«╚▄ąįäėū„ė═Ą─Ė„ĘN┐žųŲķy 7. ¤oĮėė|│²╦«čbų├ 8. ╬ŻļU╬’Ėąæ¬čbų├ 9. Ė„ĘN┴„¾w┐žųŲŽĄĮy
¤ß ▄ł ÖC ė├ Ė╔ ė═ (ØÖ╗¼ų¼) ┼c Ė▀ š│ Č╚ ØÖ ╗¼ ä® ØÖ ╗¼ čb ų├ ĪĪŻ▒Ż«Ė┼ę¬ ĪĪŻ▓Ż«Ė╔ė═ØÖ╗¼▄łųŲĄ──┐Ą─ ĪĪŻ│Ż«Ė╔ė═ØÖ╗¼▄łųŲĄ─║├╠Ä ĪĪĪĪ┼cę║¾wØÖ╗¼ė═Ą─▒╚▌^ ĪĪĪĪ1Ż®╬³ĖĮąį┼cĖ▀£žŽ┬Ą─ØÖ╗¼ąį ĪĪĪĪ2Ż®═┐Ę¾ą¦┬╩║═╩Ī─▄║─ąį ĪĪĪĪ3Ż®Ę└ų╣¤ß─zų°ąį ĪĪĪĪ4Ż®─═▓┘ū„ŁhŠ│ąį(¤o¤¤) ĪĪĪĪ5Ż®ÅU╦«╠Ä└Ēąį ĪĪĪĪ6Ż®╣®ė═ąį ĪĪĪĪ7Ż®įŁ╩╝│╔▒Š ĪĪĪĪ8Ż®ØÖ╗¼ä®Ą─£žČ╚╣▄└Ē Ż▒Ż«Ė┼ę¬ ęį═∙Ą─¤ß▄łÖCė├Ė╔ė═ØÖ╗¼,¤ošōį┌└Ēšō╔Ž▀Ć╩Ūį┌īŹ█`╔Ž,Ųõą¦╣¹ęč▒╗│õĘųšJ┐╔ĪŻĄ½╩Ūė╔ė┌ī”╦³Ą─═┐Ę¾ĘĮĘ©║═£žČ╚╣▄└ĒĄ─╣ż╦ćķ_░l▀tŠÅ,ø]─▄ÅVĘ║ĄžŲš╝░ĄĮę╗░Ń▄łųŲ╔ŽĪŻ╬ę╣½╦ŠÅ─10─ĻŪ░Š═Å─╩┬ė┌┤╦ĒŚķ_░l,¼Fį┌ęčį┌▓╗õPõōĄ─ą═õō▄łųŲĘĮ├µÄū║§▒╗╚½├µ▓╔ė├╔§▓╗öÓĄž▒╗Ųš╝░ĄĮŲš═©õōĄ─ą═õō▄łųŲĪŻ Ż▓Ż«Ė╔ė═ØÖ╗¼▄łųŲĄ──┐Ą─ Č╠Ų┌ą¦æ¬,┐╔čėķL▄ł▌üĄ─ē█├³,╠ßĖ▀«aŲĘĄ─┘|┴┐,╣Ø╩Ī─▄į┤,×ķ▒ŻūoŁhŠ│ū„│÷žĢ½IĪŻųąķLŲ┌ą¦æ¬,┐╔įćłD░čõō▓─Ą─ĮM┐ŚĮYśŗ│¼╬óąĪ╗»,╠ßĖ▀ÅŖČ╚ęįų┴═Ļ│╔Ī║│¼╝ē║ŽĮĪ╗Ż¼ę▓Š═╩Ū,Ė╔ė═ØÖ╗¼▄łųŲ▓╗öÓęųųŲ▄ł▌üĄ──źōp,ė├ÅŖ▄łųŲĘĮ╩Į│ąō·Ųķ_░lĪ║│¼╝ē║ŽĮĪ╗║═ą┬╩└╝oĮYśŗė├▓─┴ŽĄ─ę╗├µĪŻ Ī∙ │¼╝ē║ŽĮŻ║ ¼Fį┌ū„×ķć°╝ęĒŚ─┐▀Mąąķ_░l,▓╗╩╣ė├╠ž╩Ō║ŽĮČ°╩Ūė├å╬╝ā Ą─│╔Ęų▒Ńė┌裣h└¹ė├Ą─õō▓─ĪŻ Ż│Ż«Ė╔ė═ØÖ╗¼▄łųŲĄ─║├╠Ä ¼Fį┌,╚š▒ŠĄ─Ųš═©õō▓─Ą─ą═õōÅS╝ę,¤ošō╩ŪĖ▀ĀtÅS,▀Ć╩ŪļŖĀtÅSīŹąąšµš²Ą─ØÖ╗¼¤ß▄łĄ─Ų¾śI▓╗ČÓ,Äū║§Č╝╩Ū¤oØÖ╗¼▄łųŲĪŻ╦³éāŅlĘ▒ĄžōQ▌ü,╔§ų┴ī”│╔ŲĘę¬ė├┤“─źÖCū÷Ą┌Č■┤╬ą▐š²ĪŻę“×ķļŖĀtÅS╝ęø]ėą┤¾ą═Ą─╦«╠Ä└Ēčbų├,▓╗─▄ė├ŽĪė═ØÖ╗¼▄łųŲ,Č°ŪęÅUė═ę¬╬»═ą╣żśIÅU┴Ž╠Ä└ĒÅSėąāö╠Ä└ĒĪŻį┌│╔▒ŠĘĮ├µ╩▄ĄĮųŲ╝sĪŻ Ž┬ę╗ĒōĄ─▒ĒĖ±╩Ū║═ŽĪė═ØÖ╗¼▄łųŲū„▒╚▌^║¾,▒Ē├„ėąĻPĖ╔ė═ØÖ╗¼▄łųŲĄ─ā׳cĪŻ
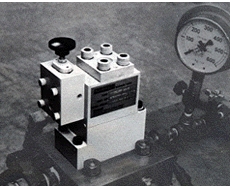
[╚ķ╗»ę║ģ^ė“┐žųŲŽĄĮy] =Ė┼ę¬= ▒Š╣ż╦ć╩Ū×ķ┴╦ėąą¦Ąž▀Mąą▒Ī░Õ░Õą╬┐žųŲŻ¼░čöĄéĆĦėą┐╔▀hŠÓļx▓┘┐žķ_ĻPĄ─ķyķTćŖūņ┐vŽ“┼┼┴ą═¼Ģr░┤╦∙Č©ķgŠÓŻ©ś╦£╩52mm)Ė∙ō■ĦõōīÆČ╚ ÖMŽ“▓ó┴ąĪŻ┐vŽ“ė╔ķ_┐┌├µĘeĖ„«ÉĄ─ćŖūņĮM║ŽŻ¼╔ŽŽ┬ćŖ╔õ╝▄┬ōäėŻ¼═©▀^┐žųŲķyķTķ_ ĻPŻ¼ļS╝┤┐žųŲē║┴”Ż¼▀@śėŠ═┐╔ęį▓╗Ė─ūāī”▄ł▌üĄ─ø_ō¶ē║┴”Ż¼▀Mąą┴„┴┐┐žųŲŻ¼ū„ąąų«ėąą¦Ą─▄ł▌ü└õģs║═ØÖ╗¼ĪŻ =╝╝ągģóöĄ└²= ┐é┴„┴┐Ż║6.8┴óĘĮ├ū/Ęų ē║┴”Ż║5Ż╦Żń/c®OŻ©│Żė├Ż® ┴„¾wĘNŅÉŻ║╣żśIė├╦«╗“Ųõ╦¹ØÖ╗¼ąį┴„¾w Ė„ģ^ė“ūŅ┤¾┴„┴┐Ż║140Ż╠/min =╠žš„= į┌ę╗Č©Ą─ē║┴”Ž┬Ż¼ę▓Š═╩Ūį┌¤ßé„ī¦ŽĄöĄūŅ╝čĄ─└õģs┴„┴┐Śl╝■Ž┬Ż¼ļSų°┴„┴┐ūā╗»Ż¼Ė─ūā└õģs├µĘeČ°Ūę┐╔ęįū÷ĄĮ┤ŅĮėīÆČ╚▓╗ūāĄ─ćŖ╔õ ćŖūņķgŠÓūŅąĪ┐╔š{ĄĮ25mmŻ¼┐╔ęįū÷ŽÓ«ö╝Ü╬óĄ─┐žųŲ │ųėąĖ„ĘNķ_┐┌├µĘe▓Ņ«ÉĄ─ćŖ┐┌Ż¼═©▀^Å═öĄĮM║Ž╚ńę¬ūā╗»┴„┴┐Ż¼┐╔ęįū÷öĄūų╩Į┴„┴┐╣▄└ĒĪŻ ×ķ┴╦ūī▄ł▌ü▒Ē├µĄ─ćŖ╔õø_ō¶ē║┴”═©│ŻĘĆČ©▒Ń┐╔╚ĪĄ├ų▒ŠĆ└õģsĄ─ą¦╣¹ĪŻ =╝╝ąg┘Y┴Ž= Ż▒Ż«ćŖ╔õÖCśŗįö╝Üśŗįņ ╚ńŽ┬łD╦∙╩Š╣▓ėą72éĆćŖūņĘų3ąą24┴ąćŖūņŻ╬Ż’1ąąĄ─┴„┴┐×ķ30Ż╠/minĪóćŖūņŻ╬Ż’2ąąĄ─┴„┴┐×ķ50Ż╠/minŻ¼ūņŻ╬Ż’3ąąĄ─┴„┴┐×ķ60Ż╠/minŻ¼Ė„ģ^ė“įOČ©┴„┴┐╚ń▒Ē1╦∙╩ŠŻ║ -------------------------------------------------------------------------------- ćŖ╔õÖCśŗ┐é¾włD ćŖūņķgŠÓŻĄŻ░ŻĒŻĒ/Ż▓Ż┤┴ąĪ┴Ż│ąą Ż▓Ż«Ė„ģ^ė“įOČ©ę¬ŅI ▒ĒŻ▒ ćŖūņ╠¢ įOČ©┴„┴┐ Ż├Ż╚Ż▒ Ż├Ż╚Ż▓ Ż├Ż╚Ż│ Ż├Ż╚Ż┤ Ż├Ż╚ŻĄ Ż├Ż╚ŻČ Ż├Ż╚ŻĘ Ż├Ż╚ŻĖ Ż╬Ż’Ż▒ Ż│Ż░Ż╠/min ŻŽŻŲŻŲ ŻŽŻ╬ ŻŁ ŻŁ ŻŽŻ╬ ŻŽŻ╬ ŻŁ ŻŽŻ╬ Ż╬Ż’Ż▓ ŻĄŻ░Ż╠/min ŻŽŻŲŻŲ ŻŁ ŻŽŻ╬ ŻŁ ŻŽŻ╬ ŻŁ ŻŽŻ╬ ŻŽŻ╬ Ż╬Ż’Ż│ ŻČŻ░Ż╠/min ŻŽŻŲŻŲ ŻŁ ŻŁ ŻŽŻ╬ ŻŁ ŻŽŻ╬ ŻŽŻ╬ ŻŽŻ╬ Ė„ģ^ė“┐é¾w┴„┴┐ Ż░Ż╠/min Ż│Ż░Ż╠/min ŻĄŻ░Ż╠/min ŻČŻ░Ż╠/min ŻĖŻ░Ż╠/min Ż╣Ż░Ż╠/min Ż▒Ż░Ż░Ż╠/min Ż▒Ż┤Ż░Ż╠/min =ė├═Š= õōĶFŻ©¤ß▄łĪó└õ▄łŻ®▄łÖCõX▓─▄łÖCŻ¼Ń~▓─▄łÖC
TOYO-SUNžS«a£pē║ķy,TOYO-SUNžS«aØÖ╗¼ė═▒├,TOYO-SUNžS«a¤ßĮ╗ōQÖC,TOYO-SUNžS«a┐žųŲŽĄĮy
|